






集装机械密封的检修工艺主要有以下个方面:

一.集装机械密封的清扫与检查
集装机械密封的工作原理要求集装机械密封内部无任何杂质。
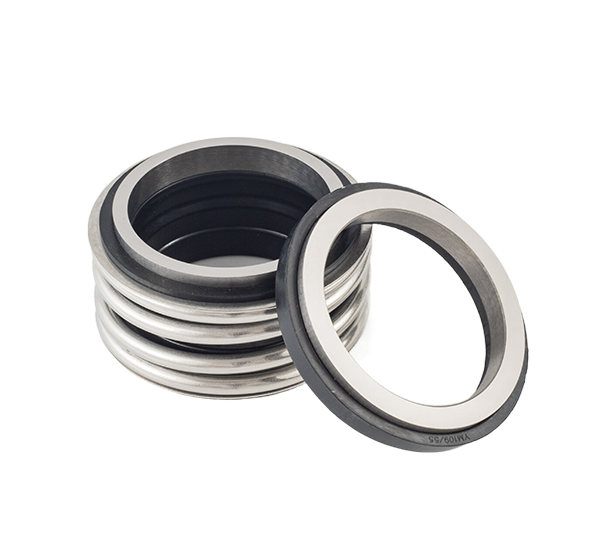
在组装集装机械密封前要彻底清扫动环、静环、轴套等部件。重点检查:
1、动静环表面是否存在划痕、裂纹等缺陷,这些缺陷存在会造成集装机械密封严重漏泄。有条件的可以用专用工具检查密封面是否平整,密封面不平整,压力水会进入组装后集装机械密封的动静环密封面,将动静环分开,集装机械密封失效。必要时可以制作工装在组装前水压试验。
2、检查动静环座是否存在影响密封的缺陷。如动静环座与动静环密封胶圈配合表面是否存在伤痕等缺陷。
3、检查集装机械密封补偿弹簧是否损坏及变形,倔强系数是否变化。
4、检查密封轴套是否存在毛刺、沟痕等缺陷。
5、清扫检查所有密封胶圈是否存在裂纹、气孔等缺陷,测量胶圈直径是否在工差范围内。
6、具有泵送机构的集装机械密封还要检查螺旋泵的螺旋线是否存在裂纹、断线等缺陷。
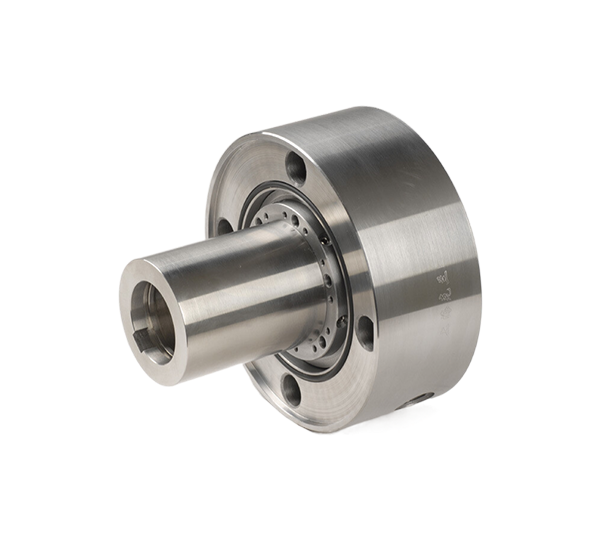
二.集装机械密封组装技术尺寸校核
集装机械密封检修工艺较为复杂,要保证组装后的集装机械密封无漏泄,集装机械密封技术尺寸的校核必不可少。
1、测量动环、静环密封面的尺寸。这项数据是用来验证动静环的径向宽度,当选用不同的摩擦材料时,硬材料摩擦面径向宽度应比软的大1-3mm,否则易造成硬材料端面的棱角嵌入软材料的端面上去。
2、检查动环、静环与轴或轴套的间隙,静环的内径一般比轴径大1~2mm,对于动环,为保证浮动性,内径比轴径大0.5~1mm,用以补偿轴的振动与偏斜,但间隙不能太大,否则会使动环密封圈卡入而造成集装机械密封机能的破坏。
3、集装机械密封紧力的校核。我们通常讲的集装机械密封紧力也就是端面比压,端面比压要合适,过大将使集装机械密封摩擦面发热,加速端面磨损,增加摩擦功率;过小容易漏泄。端面比压是在集装机械密封设计时确定的,我们在组装时只能靠测量集装机械密封紧力来确定。通常情况的测量方法使测量安装好的静环端面至压盖端面的垂直距离,在测量动环端面至压盖端面的垂直距离,两者的差极为集装机械密封的紧力。
4、测量补偿弹簧的长度是否发生变化。弹簧性能的发生变化将会直接影响集装机械密封端面比压。一般情况下弹簧在长时间运行后长度会缩短,补偿弹簧在动环上的集装机械密封还会因为离心力的原因而变形。
5、测量静环防转销子的长度及销孔深度,防止销子过长静环不能组装到位。这种情况出现会损坏集装机械密封。